






跨越材料界限:静轴肩焊接推动铝-铜复合应用新发展
随着中国“十四五”规划的推进,铝合金和铜作为重要的战略资源,采用铝-铜复合结构替代单一材料成为制造业的新趋势。
尤其在新能源汽车领域,铝-铜异种连接技术的开发尤为重要(如图1所示)。通过在非关键散热位置使用轻质铝合金,可以实现轻量化,同时保持良好的散热性能。但是铜和铝的熔点、热导率和热膨胀系数差异较大,这使得焊接过程中难以控制温度,容易导致焊缝缺陷。在焊接过程中,铜和铝可能形成脆性相,如铜铝化合物,导致焊缝强度下降,降低焊接接头的耐用性。搅拌摩擦焊是一种具有巨大发展潜力的固相焊接技术,具有焊接变形小、焊接应力低、接头质量高等优势,非常适合用来连接异种材料。
【图1】铜铝焊接产品示意
动轴肩FSW铜铝焊接不足:
目前,在搅拌摩擦焊领域中使用动轴肩焊接铝-铜较多,但仍然存在以下几点不足:
1.铝、铜界面受到搅拌头轴肩的挤压,导致搅拌头轴肩部位粘料严重,在焊接过程中受到的阻力变大,从而导致焊缝表面容易出现沟槽等,FSW中容易出现缺陷(如图2所示);
2.由于搅拌头轴肩粘料严重,在进行铝、铜长焊缝焊接时有着明显的劣势无法满足长焊缝的需求;
3.在进行批量生产时,由于搅拌头粘料在每焊完一小段焊缝之后都需要铣一次搅拌头,清除轴肩部位多余粘料。从而导致生产效率低下,无法满足生产需求。

【图2】动轴肩焊缝表面
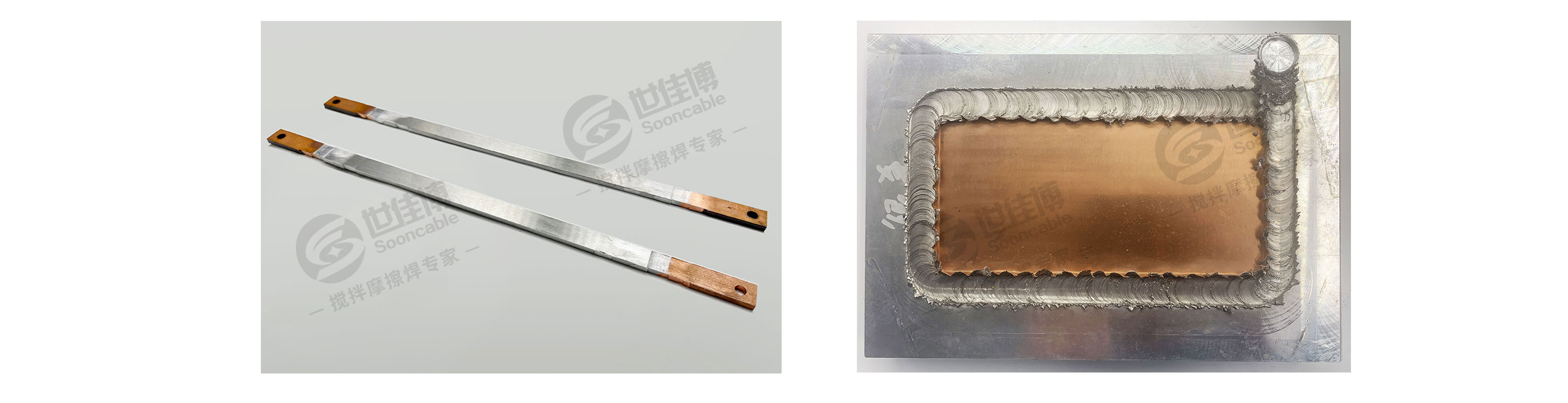
世佳博科技集团成功将静轴肩FSW技术应用于铜铝异种复合材料的连接,展现了技术创新的力量。这项技术涵盖对接焊和搭接焊(如图3所示),其中对接焊的焊接深度可达2~5mm,而搭接焊则达到2~6mm。这一突破不仅为异种材料的连接提供了全新的解决方案,还为制造业的可持续发展注入了新的活力,标志着在材料科学与工程技术融合方面的重大进展,为未来的工业应用开辟了广阔的前景。
【图3】 a对接焊,b搭接焊
静轴肩焊接铜铝优势:
与动轴肩相比,使用静轴肩进行铜铝焊接具有显著优势:
1.热量控制:静轴肩能有效减少焊缝表面的热量,从而抑制铜铝系金属间化合物的生成,并降低搅拌头的粘料现象;
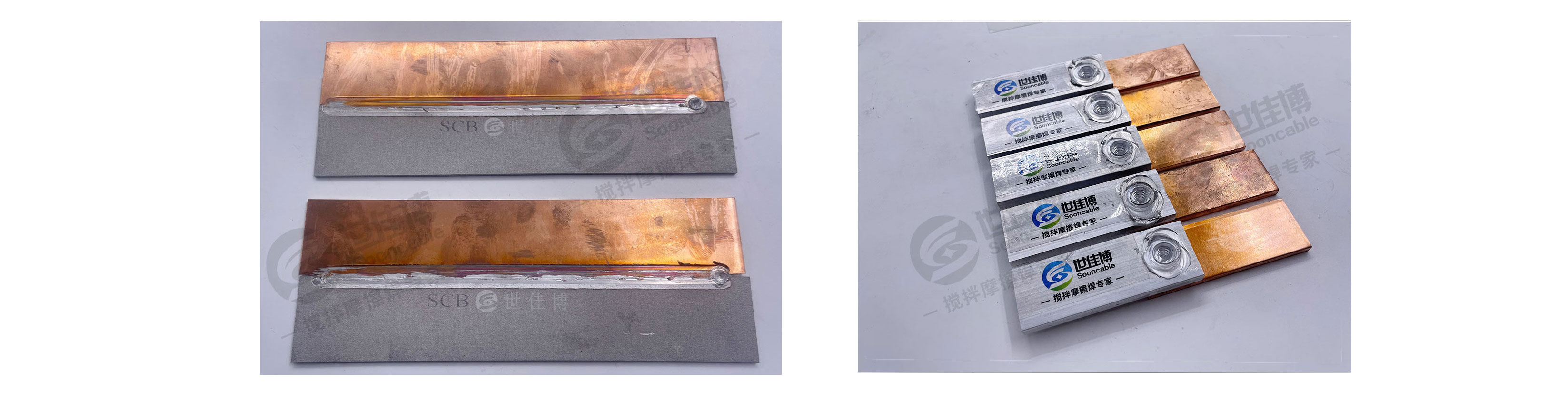
2.焊接飞边减少:焊接飞边显著减少(如图4),焊缝表面未产生飞边,降低了后续打磨的时间,提升了生产效率。
【图4】a动轴肩,b静轴肩
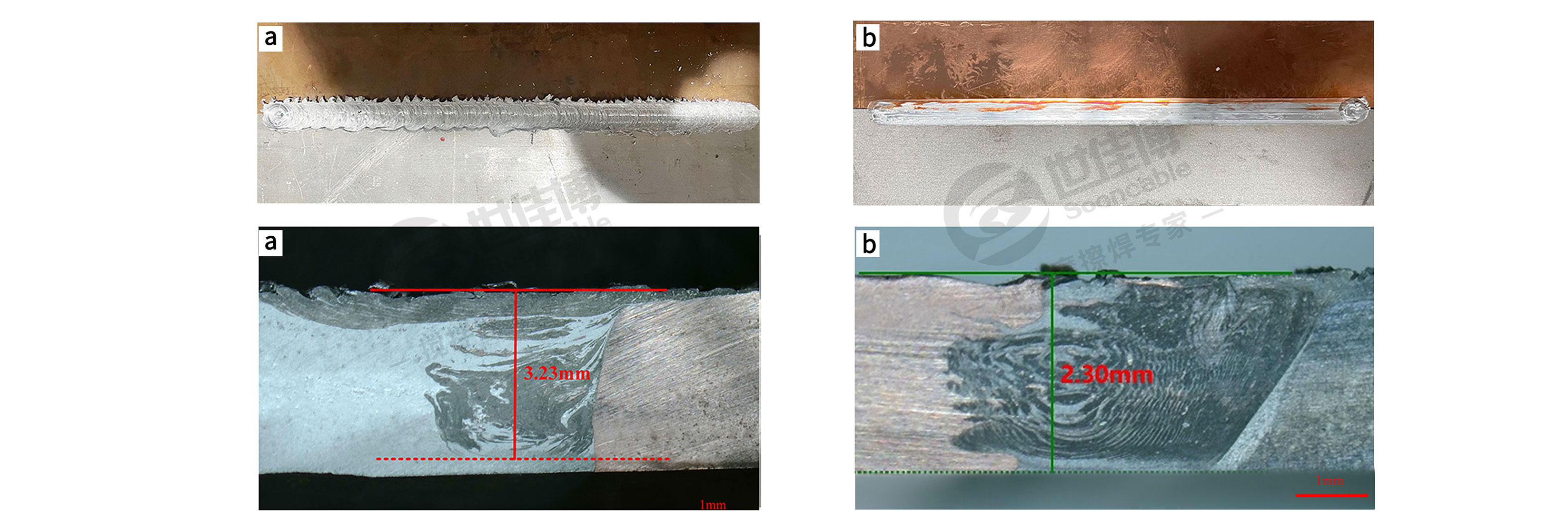
3.混合均匀性:焊缝横截面显示铜铝的混合更加均匀(如图5),在使用静轴肩焊接时Z轴的压力值也更为稳定。
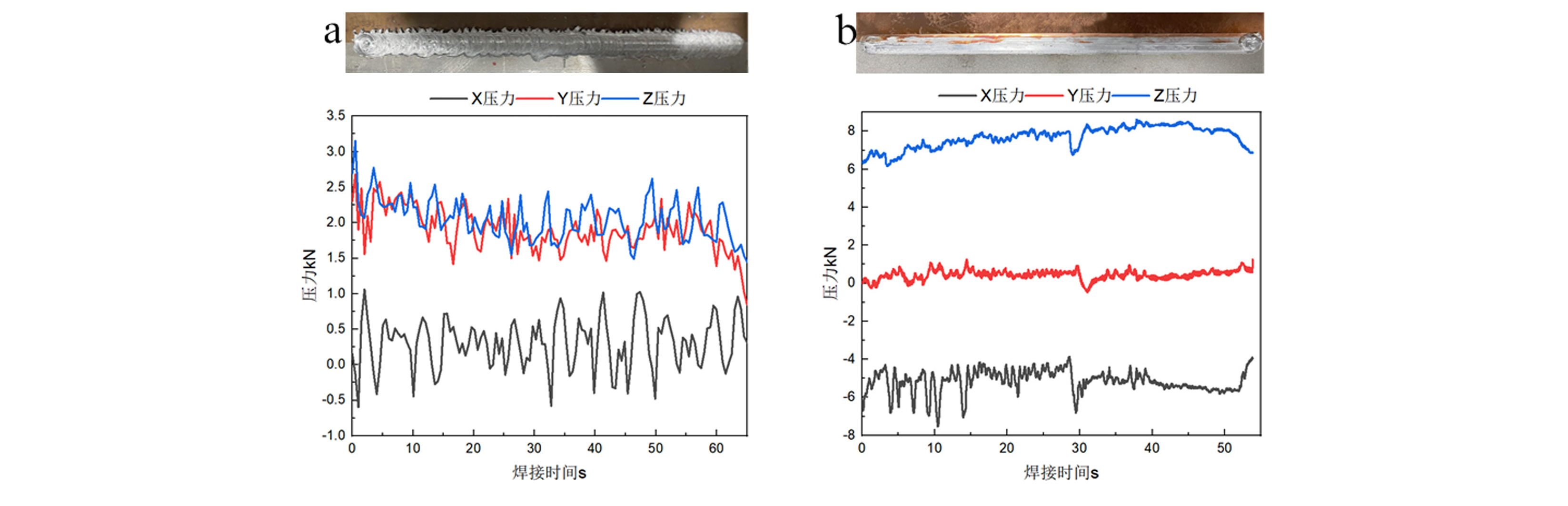
【图5】a动轴肩,b静轴肩
静轴肩焊接铜铝性能检测:
以压铸铜铝合金为例进行焊缝性能检测,结果如图6所示。最大拉伸力达4900N,最大抗拉强度为214MPa。从图6a中可以看出,断裂位置位于焊缝外区域,这表明使用静轴肩焊接铜铝的拉伸性能已接近母材水平,满足了制造行业的要求。
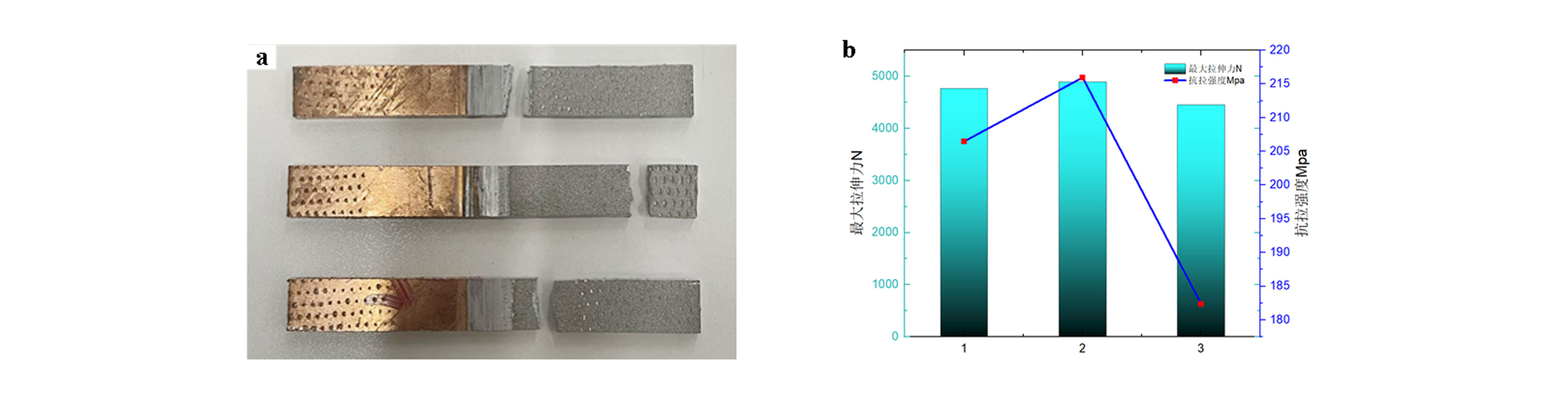 【图6】 a拉伸断裂位置示意 / b抗拉强度柱状图
【图6】 a拉伸断裂位置示意 / b抗拉强度柱状图
铜铝焊接技术在新能源汽车领域的应用,不仅展示了材料科学与制造工艺的深度融合,也积极响应了“十四五”规划对轻量化和高效能的追求。通过铝-铜复合结构,不仅实现了卓越的性能优化,还促进了资源的高效利用。世佳博在这一领域开辟了新的方向,目前多个铜铝静轴肩FSW焊接项目正在稳步推进中。